Wasserstrahlschneiden
Die Qualitätsstufen beim Wasserstrahlschneiden
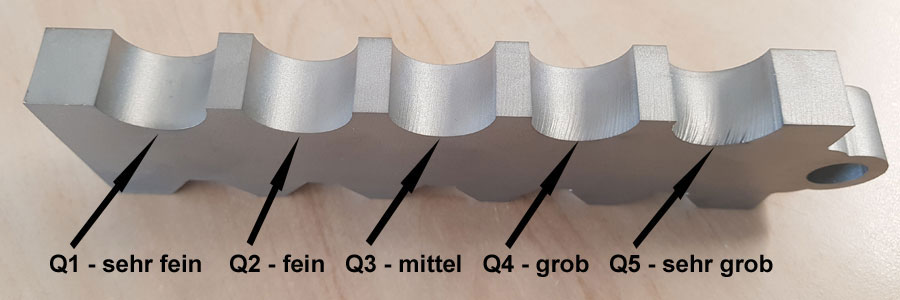
Die Schnittqualität beim Wasserstrahlschneiden ist abhängig von der gewählten Schnittgeschwindigkeit.
Je niedriger die Vorschubgeschwindigkeit ist, desto höher die Qualität des Resultats. Ein qualitativ
hochwertiger Schnitt benötigt daher mehr Zeit, als für einen einfachen Trennschnitt erforderlich ist.
Zusammengefasst kann der Schnitt in folgende fünf Qualitätsstufen eingeteilt werden:
 Q1- sehr fein
Q1- sehr fein
Q2- fein
Q3- mittel
Q4- grob
Q5- sehr grob
Abhängig von Werkstoff und Materialstärke sind Maßtoleranzen von ± 0,05 möglich.
Winkelabweichungen sind abhängig von Werkstoff, Materialstärke, Kontur und der geforderten
 Schnittqualität mit ca. 0,05 - 2% der Materialstärke anzunehmen.
Schnittqualität mit ca. 0,05 - 2% der Materialstärke anzunehmen.
|
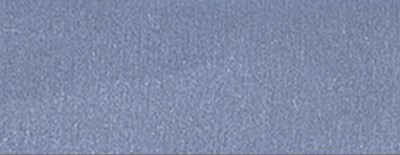
Q1 - sehr fein
Höchste Genauigkeit des Werkstücks mit kleinst möglicher
Oberflächenrauheit. Strahlverlauf zu etwa 95 % nicht mehr
sicht- und fühlbar. Maßhaltigkeit ± 0,05 mm an der Teileoberkante
|
|
Q2 - fein
Hohe Genauigkeit des Werkstücks mit einer geringeren Oberflächenrauheit.
Strahlverlauf zu 80 % nicht mehr sicht- und fühlbar. Maßhaltigkeit ± 0,1 mm
an der Teileoberkante
|

|
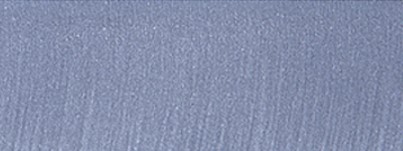
Q3 - mittel
Eine aus ökonomischen Gründen gewählte Qualitätsstufe.
Gute Qualität bei noch wirtschaftlichem Vorschub. Strahlverlauf zu 45-65 % nicht
mehr sicht- und fühlbar. Maßhaltigkeit ± 0,2 mm an der Teileoberkante,
Schnittschräge 0,1-0,3 mm je nach Materialdicke.
|
|
Q4 - grob
Für Schweiß- und Stahlbauteile oder für Bauteile mit Nachbearbeitung.
Strahlverlauf zu 30-40 % nicht mehr sicht- und fühlbar.
Maßhaltigkeit ± 0,35 mm an der Teileoberkante, Schnittschräge 0,2-0,4 mm je nach Materialdicke.
|
|
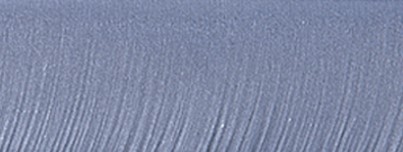
Q5 - sehr grob
Für Bauteile bei denen es nicht auf die Schnittkante ankommt und die mechanisch (drehen, fräsen etc.) weiter bearbeitet werden.
Strahlverlauf zu fast 80 % sicht- und fühlbar. Maßhaltigkeit ± 0,5 mm an der Teileoberkante, Schnittschräge 0,2-0,6 mm je nach Materialdicke.
|
Ansonsten gelten die Grenzmasse für Längenmasse nach
Allgemeintoleranzen_DIN_ISO_2768-1 mittel
